
As we all know, Hyundai Motor's manufacturing is divided into four major processes: stamping, welding, painting and final assembly. Together with the total power generation, it constitutes five inseparable production processes for vehicle production. Automakers at home and abroad have always attached importance to safety and protection in the automotive manufacturing process. With the continuous improvement of production capacity, manufacturers are increasingly demanding equipment automation, and machines and equipment are becoming more and more complex and faster. Therefore, manufacturers have higher and higher security requirements for these machines. We must be able to ensure safety and reliability while ensuring flexibility and ease of maintenance. This puts certain requirements on the correct and reasonable design and selection of safety components.
This article refers to the address: http://
Why in a safety control system, a special safety control module is required to control the safety function.
The safety control system must provide a highly reliable safety protection method to minimize the unsafe condition of the machine, protect the production equipment and personal safety, prevent the occurrence of malignant accidents and reduce losses. The system provides safety protection for machinery and equipment during driving, parking, process disturbances, and normal maintenance operations. Once the machine itself is in danger or is dangerous due to human reasons, the system reacts immediately and outputs the correct signal to stop the machine safely to prevent the danger or the spread of the accident.
A set of safety control systems consisting of safety input signals (ie safety functions such as emergency stop signals, safety door signals, etc.), safety control modules (eg safety relays, safety PLCs), and controlled output components (eg main contactors, valves, etc.) ) Three parts.
In many domestic machines with safety requirements, ordinary relays or PLCs are widely used as control modules to monitor safety functions. On the surface, such machines can also guarantee safety under certain conditions. However, when ordinary relays and PLCs fail due to their own defects or external causes (such as contact welding, electrical short circuit, processor disorder, etc.), the safety protection function will be lost and an accident will occur.
For the safety control module, due to its redundant and diverse structure, combined with self-detection and monitoring, reliable electrical components, feedback loops and other safety measures, it can guarantee the safety function in the case of its own defects or external faults. And the fault can be detected in time. Therefore, the normal operation of the entire safety control system is ensured to the greatest extent, and the safety of people and machines is protected.
Safety requirements for the automotive industry
The automotive industry needs to use a wide range of equipment and technologies, including CNC machine tools, stamping equipment, robot control, transmission and transmission equipment. These devices have different security requirements depending on the application and the degree of risk of their own. In general, we can design the equipment with reference to the following European standards:
ØEN 1050-1996 Mechanical Safety Risk Assessment
ØEN 292-1:1991 General Principles and Design Principles of Machine Safety
ØEN 954-1 Mechanical safety control systems - Safety components - Part 1
ØEN/IEC 60204 Mechanical Safety Mechanical and Electrical Equipment
ØEN/ISO 13894 Safety components related to mechanical safety control systems
ØEN/IEC 61508 covers the functional safety of electrical/electronic/programmable electronic systems
ØEN 418 emergency brake system
ØEN 1088 interlocking device design and selection principles related to protective devices
ØEN 12415 Machine Safety Small CNC Lathes and Turning Centers
ØEN 12417 Machine Tool Safety Machining Center
ØEN 12478 Machine Safety Large CNC Lathes and Turning Centers
ØEN 692:1996 Mechanical Press Safety
ØEN 693:2000 Machine Safety Hydraulic Press
ØEN 1550:1997 Safety requirements for the design and manufacture of chucks for machine tool safety workpiece clamping
Among these standards, we are now more commonly used EN 954-1 (this standard will be replaced by EN ISO 13849). The following charts are often used for mechanical grade judgment.
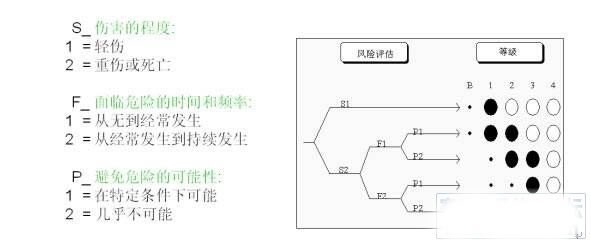
The grades in EN 954-1 are divided into B, 1, 2, 3, and 4, respectively, from low to high. We take the press equipment in the stamping workshop as an example. After analysis, because the slider of the press will cause serious injury or death to the personnel, we choose S2; the staff needs to put the processed parts under the press for processing, continuous Work for 12 hours. That is to say, the operator needs to face this danger often, so we choose F2; while the slider falls far less than the time of personnel reaction and action, it is almost impossible for personnel to avoid this danger, so we choose P2. According to the chart, we can get a safety level of 4 for the working area of ​​the press. The press shop is the most dangerous and safest production area of ​​any workshop. For paint, final assembly, body and power workshops, each risk assessment and grading is required according to different equipment, processing areas and transmission processes.
Application of safety control module in the field of automobile manufacturing
After determining the safety level of the equipment, the safety control electrical circuit of the corresponding safety zone must also reach the corresponding safety level. The safety control module is the most complex in the entire safety control electrical system. Because of the safety control module, it is necessary to collect safety input signals and perform safe output control according to logic requirements. The safety control module should not only maintain high safety and reliability in the event of its own defects, but also be able to detect the failure of the safety input signal and the controlled output component, and make a reasonable response in time. In the field of safety control, commonly used safety control modules include safety relays, safety programmable controllers, and safety bus systems.

The Pilz compact safety relay PNOZ X, elog and Sigma series can be used to control a single safety function for small safety control systems. Its safety outputs typically have relay contact outputs or transistor outputs. Regardless of the form of output structure, the safety relay is capable of controlling the output of at least 2 channels. In the event of an output channel failure, another redundant channel can still guarantee the safety function of the safety relay and detect the fault channel in time.
The Pilz modular safety relay PNOZmulti is a versatile, freely configurable modular safety system. Unlike other PNOZ safety relays, the PNOZmulti safety circuit can be easily generated on a personal computer using a graphical configuration tool. PNOZmulti consists of a PNOZ m0(1/2)p base module and several expansion modules. The base module can be used separately, including 20 input points for all safety functions such as emergency stop button, safety door and two-hand controller; 4 2A capacity semiconductor safety outputs; 2 relay safety outputs; one auxiliary non-safe output and 4 Test pulse output. Expansion modules can be used to increase the input and output points, speed monitoring, and fieldbus connections. The program can be written directly to the PNOZmulti via the RS232 interface on the base module, or the PNOZmulti can be inserted after writing the program to the SIM smart card using the card reader.
The safety programmable controller is suitable for medium and large safety control systems. The CPU of Pilz's Secure Programmable Controller PSS uses a redundant multiprocessor architecture. Each processor monitors each other. Once an inconsistency occurs, the controller is immediately in a safe state and an alarm message is issued. At the same time, the safety programmable controller monitors the internal RAM, EPROM, input and output registers and other components in real time, and adopts The special test pulse detects the input signal and the output controlled component. Once any unsafe hazard occurs, the controller immediately switches to the safety protection state.
The Pilz safety bus system SafetyBUS p is suitable for large, discrete safety control systems. The principle is based on the existing industrial field bus, using a series of time detection, address detection, connection detection and CRC redundancy check to achieve a high level of security.
For different workshops and equipment in the automotive manufacturing industry, the correct selection, design and use of the above safety products is essential for cost reduction, equipment safety and reliability, and ease of maintenance.
For a single device or pipeline with less than 4 safety functions, we can use a compact safety relay. For example, in a single CNC machine in a power plant, the safety functions usually include several emergency stop buttons, one to two safety doors, and the safety level is above level 3. For such an application, we can use a compact safety relay to control all emergency stop buttons; then use 1/2 compact safety relays to control 1â„2 of the safety gates. Any safety relay is triggered and the safety output must cut off the relevant load (eg inverter or servo that controls the movement of the axis).
For equipment or pipelines with 4 to 14 safety functions, we recommend the modular safety relay PNOZmulti for greater flexibility and lower cost. We take a paint automation line as an example. In this production area, it usually includes 2 pairs of safety gratings installed in the injection area, 4/8 safety gates, several emergency stop buttons, 2 sets of shielding sensors, and safety level. At level 3 or above. We can of course use a compact safety relay to achieve these safety functions. However, this solution is costly, complicated, and difficult to diagnose. The PNOZmulti application not only enables reliable and efficient safety functions, but also reduces costs from design, purchase and maintenance.
For safety functions where dozens or more, or most of the safety functions are discretely distributed, the programmable safety system PSS and the safety bus system SafetyBUS p make complex safety control simple and clear. Both PSS and SafetyBUS p have successful applications in large press lines. Usually, a stamping line is 10m high and 50m long and is divided into several working areas such as oil coating, stamping and shearing. Each zone has two stroke doors and several emergency stop buttons; a safety grating is also required to protect the die change area; in addition, a large number of safety signals (such as top dead center, valve signal, etc.) need to be connected in the stamping machine. The safety control system runs through the entire safety control loop in complex logical relationships. In this case, the PSS Safety Programmable Controller and the SafetyBUS p Safety Bus System are the most suitable solutions. PSS programmable controllers can easily implement complex logic relationships. The SafetyBUS p safety bus allows the safety-integrated signals scattered in the field to be centrally controlled by a single cable to the PSS master. At the same time, PSS can communicate with other systems in the field through common fieldbuses such as Profibus and DeviceNET.
Application of safety sensor technology in the field of automobile manufacturing
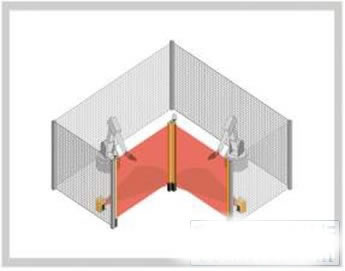
Nowadays, robots have been widely used in the field of automobile manufacturing. The area where the robot moves is a dangerous area. We often use safety light barriers/light curtains, safety scanners, safety rugs and protective barriers to protect workers from mechanical damage. As shown below, two sets of safety light barriers, two safety scanners and a large number of protective fences are used for the dangerous isolation of the two robots. Here, 3 different security technologies are applied to this solution. And Pilz's newest product, SafetyEYE, can do all of the above security functions with one technology, making it even cheaper and more flexible to use.
The safety camera system SafetyEYE consists of two interacting units: the sensing unit contains a camera and an analysis unit, which analyzes the image information and provides an automated interface via a programmable safety control system. The camera can record multiple image information per second for calculating the physical location of the target, then compare it with the detection area and the warning area, and can set different outputs according to different comparison results, and can pass a secure bus system. The SafetyBUS p and the future SafetyNET p are set. SafetyEYE is developed on the basis of three-dimensional vision theory. It needs at least two angles of information to form the image information of a target in real space. Just like two eyes of a person, SafetyEYE needs some sensors, that is, some cameras. To ensure that you get the information you need. SafetyEYE is equipped with three cameras for the ability to capture image information for all situations and for every possible visual and practical situation. The distance between the human eyes can be compared to the distance between the SafetyEYE lenses. Since all static and dynamic targets can be monitored, a single camera must acquire information at the same time. SafetyEYE's sensing device can acquire 20 image information per second and transmit it to the analysis unit via fiber optic cable, along with the distance between individual cameras. The determination also establishes a depth effect. The flexible design makes the landscape appear relatively flat. For example, for a specific application, the structural design between the basic distances, the layout of the lens, and the pixels of the camera should be used as a reference to determine the size of the smallest detectable target.

For robot control in the field of automotive manufacturing, SafetyEYE can be used to achieve the same effect as shown in the figure below. A system can achieve the same security functions that originally required three or more systems to complete!

Taking the glue station in the assembly shop as an example, the operator needs to insert a front windshield into a device, the windshield is fixed by the exhaust hood, the operator installs a vacuum fixed light and rain sensor, and then is outside. The edges are coated with an adhesive so that the windshield can be attached to the body. To complete the entire workflow, the operator must leave the workstation and activate the automatic mode. These workstations are approximately 3 x 1 x 2 meters (wide, deep, and high). In such workstations, operator safety is primarily achieved through light curtains and laser scanners. When an operator enters the workstation, the light curtain cuts off all dangerous movements. The laser scanner is used to prevent intrusion into the protected area, which means that the workstation can be turned on by a foot switch or button until the person leaves the danger zone. In addition to the investment in a single system, considerable costs are incurred in the engineering, installation and commissioning of the plant. All safety components must be installed, fixed and independently documented on the corresponding bus substation. We also cannot forget the costs incurred during the operation, including the cost of repeating the test at set intervals. Now we can use SafetyEYE to protect two workshops that are 90° apart. The inspection area at the junction of the two workshops will be monitored by a system. SafetyEYE will be installed at approximately 4 meters to see the height of the two plants, and will also set the detection area accordingly. Therefore each workstation is defined as a group of detection zones that will be converted independently of the other components. With SafetyEYE, other safety devices such as laser scanners and light curtains can now be removed, as the guards at the edge of the device are no longer needed and the entire workstation will become very open. The entire equipment is now better able to meet the employee's environmental needs.
Conclusion
As the inventor of the first safety relay, Pilz has been researching and developing safety automation technology and standard automation technology for many years. Pilz's various products are widely used in the automotive industry and are highly recognized by customers. With the continuous recognition of the safe production and people-oriented business philosophy in China, we believe that the requirements of domestic auto manufacturers for safety automation technology will continue to increase. Pilz will maintain the customer-oriented corporate philosophy and provide a more reliable, cost-effective and advanced safety and non-safe overall solution for the domestic automotive industry.
The cooling system of water-cooled computer can not leave the water pump, water pump is the key to push the liquid flow. Water pump is a heart of one water cooling system, without water pump, the whole will not form a circulation, water pump of the water cooling likes the engine if the car, they both have the output power.displacement.rotate speed and so on,Water pumps correspond to lift, flow speed and power.
12V Dc Mini Water Pump For Pc,Dc Mini Water Pump,12V Dc Mini Water Pump,Pressure Water Pump
Dongyuan Syscooling Technology Co., Ltd. , https://www.syscooling.com